
सभी उत्पाद
-
H बीम उत्पादन लाइन
-
एच बीम वेल्डिंग लाइन
-
पाइप वेल्डिंग रोटेटर
-
मैनिप्युलेटर वेल्डिंग
-
वेल्डिंग positioner
-
सीएनसी प्लाज्मा काटना मशीन
-
सीएनसी ड्रिलिंग मशीन
-
हाइड्रोलिक बाल काटना मशीन
-
हाइड्रोलिक प्रेस ब्रेक
-
आग प्रतिरोधी फ़ाइल कैबिनेट
-
औद्योगिक सुरक्षा अलमारियाँ
-
पवन टॉवर उत्पादन लाइन
-
बॉक्स बीम उत्पादन लाइन
-
शॉट नष्ट मशीन
-
कक्षीय ट्यूब वेल्डिंग मशीन
-
सी जेड शहतीर रोल बनाने की मशीन
-
पु सैंडविच पैनल उत्पादन लाइन
-
इस्पात सिलो बनाने की मशीन
-
Abdulaमुझे मैत्री मशीनरी की सफलता के लिए मेरी सबसे ईमानदारी से बधाई देने की पेशकश करें
व्यक्ति से संपर्क करें :
Lu Wen
फ़ोन नंबर :
0086-18068353295
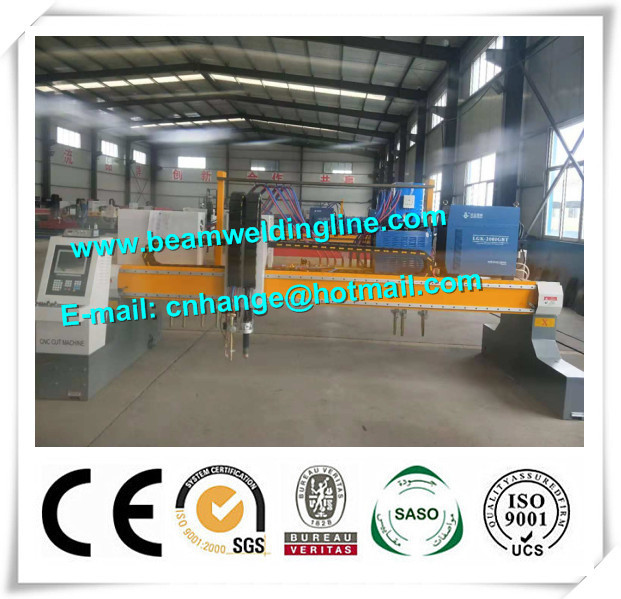
स्टील प्लेट सीएनसी प्लाज्मा काटना मशीन, प्लाज्मा धातु कटर मशीन





| उत्पत्ति के प्लेस | चीन |
|---|---|
| ब्रांड नाम | FRIENDSHIP MACHINERY |
| प्रमाणन | CE, ISO |
| मॉडल संख्या | जीएसडी श्रृंखला |
| न्यूनतम आदेश मात्रा | 1 |
| पैकेजिंग विवरण | मानक पैकिंग |
| प्रसव के समय | 30 कार्य दिवसों |
उत्पाद विवरण
| कार्य टुकड़ा आकार | 3000 * 6000 मिमी | ड्रिलिंग मोटाई | लौ काटने के लिए 6-100 मिमी |
|---|---|---|---|
| सीएनसी प्रणाली | बीजिंग स्टार्ट या शंघाई जिओडा | आर्क ऊंचाई नियंत्रक | एचवाईडी या ओनटाइम, चीन |
| सर्वो मोटर | पैनासोनिक | घोंसला सॉफ्टवेयर | बीजिंग स्टारफायर |
| हाई लाइट | cnc plasma cutter,pipe bevelling machine |
||
उत्पाद विवरण
सीएनसी प्लाज्मा काटना मशीन गैन्ट्री
पानी काटने प्लाज्मा और लौ काटने के तहत गैन्ट्री प्रकार सीएनसी काटने की मशीन
सीएनसी प्लाज्मा काटने की मशीन चीन निर्माता
| मद | गैन्ट्री प्रकार सीएनसी प्लाज्मा लौ काटना मशीन |
| प्रभावी कामकाजी आकार | लंबाई: 8000 मिमी, चौड़ाई: 4000 मिमी। |
| लौ काटने मोटाई | 10-200mm |
| सीएनसी प्रणाली | एफ 2300 बी / स्टारफायर सीएनसी सिस्टम (वैकल्पिक) |
| घोंसला सॉफ्टवेयर | फास्टकैम / स्टारकैम घोंसला सॉफ्टवेयर |
| ऊंचाई नियंत्रक | ऑटो THC ऊंचाई नियंत्रक |
| मोटर चलाएँ | चरण मोटर द्विपक्षीय पक्ष ड्राइव (सर्वो मोटर भी उपलब्ध) |
| मशीन काम करने की शक्ति | AC220V / 380V-50HZ / 60HZ |
| इंटरफ़ेस प्रदर्शन | अंग्रेजी, फ्रेंच, रूसी, डेनिश, पुर्तगाली आदि |
| ट्रांसमिशन मोड | यु एस बी |
| केर्फ़ मुआवजा | ऑटो |
| लौ काटने गैस | ऑक्सीजन, तरलीकृत पेट्रोलियम गैस, प्रोपेन इत्यादि। |
| उठाने मशाल स्ट्रोक (मिमी) | 1-150mm |
| लौ काटने की गति | 50 ~ 700mm / मिनट |
| आसपास के तापमान | -5 ~ 45 ℃ |
| सापेक्षिक आर्द्रता | <9 5% गैर-संघनन |
| कामकाजी परिवेश | वेंटिलेशन, कोई बड़ा प्रभाव नहीं |
1. मुख्य बीम को हल्की बॉक्स संरचना में वेल्डेड किया जाता है जिसमें विशेष आयताकार ट्यूब अच्छी कठोरता, उच्च परिशुद्धता, हल्के वजन, छोटे जड़त्व और अन्य विशेषताओं के साथ होती है, वे सभी आयताकार ट्यूबों का उपयोग वेल्डिंग से पहले किया जाता है। ताकत सुनिश्चित करने के आधार पर, आयताकार ट्यूब को न्यूनतम स्तर पर वेल्डिंग तनाव को नियंत्रित करने के लिए अंतःस्थापित वेल्डिंग मोड के साथ अपनाया जाता है।
2. अनुदैर्ध्य अंतराल कई स्टील प्लेटों के साथ वेल्डेड है। मशीन की अनुदैर्ध्य ड्राइव सिस्टम मशीन के केंद्र में स्थापित है, जो मशीन के सुचारू संचालन को सुनिश्चित करता है। उपकरण के संचालन की सुविधा के लिए मेनफ्रेम पर ऑपरेटिंग प्लेटफॉर्म भी स्थापित किया गया है।
3. अनुदैर्ध्य अंतराल के सभी संरचनात्मक हिस्सों को स्प्लिसिंग के पूरा होने के बाद सतही शॉट विस्फोट और कंपन तनाव राहत के साथ इलाज किया जाएगा। इस तरह, संरचनात्मक भागों की सतह की गुणवत्ता अच्छी है और वेल्डिंग तनाव समाप्त हो गया है।
4. इस मशीन की सटीकता और स्थिरता सुनिश्चित करने के लिए मशीन गैन्ट्री काटना एक महत्वपूर्ण घटक है। बीम और एंडफ्रेम की प्रसंस्करण को नियंत्रित करना विशेष रूप से महत्वपूर्ण है।


अनुशंसित उत्पाद